 Заказать
Заказать 
Найдётся ли человек, не очарованный драгоценным камнем, переливающимся медным цветом, который есть в каждом ликёроводочном заводе?
Если Вы когда-нибудь входили в тихий дом, обдуваемый всеми ветрами из Северо-Шотландского нагорья, Вы никогда не забудете то чувство гостеприимства, тёплого медного отблеска и витающего в воздухе аромата дымка и алкоголя.

1) Основные элементы каждой винокурни.
Как же сделаны перегонные кубы? Эти медно-золотые ёмкости с их прекрасными изгибами и механизмами, глядя на которые невольно задумываешься, кем, а главное как это было создано? Ни один куб не является точной копией другого, однако, все они имеют что то общее! Все они имеют некоторые технические основы, некий эталон от которого и берут начало все известные нам перегонные котлы.

Я хотел бы поблагодарить Ричарда Форсайт (справа на фото) основателя компании с одноименным названием в шотландском городке Ротес. Он объяснил основные критерии проектирования шотландских перегонных кубов для производства виски и дал мне очень много бесценной информации. Истоки компании Форсайт Forsyths лежат в производстве перегонной аппаратуры, и сегодня она отвечает за поддержание половины всех перегонных кубов в Шотландии. Однако на данный момент в компании осталось работать только 12 опытных сотрудников. Большинство работников перешло в сферу производства и ремонта нефтехимического и фармацевтического оборудования.
В 1970-х большая часть перегонной аппаратуры всё ещё работала на угле. На сегодняшний день нагрев осуществляется косвенно, горячим паром. Огромный водяной котёл снизу нагревается природным газом или иным топливом, а далее от него через изолированные трубы пар ведут в медную перегонную ёмкость, все эти трубы замкнуты. Перегретый пар отдаёт своё тепло зерновой браге, находящейся в перегонном кубе, от чего она нагревается, а сам пар, отдав тепло, превращается снова в воду и вновь попадает в водяной котёл, где опять нагревается. Такой вот круговорот воды на заводе.
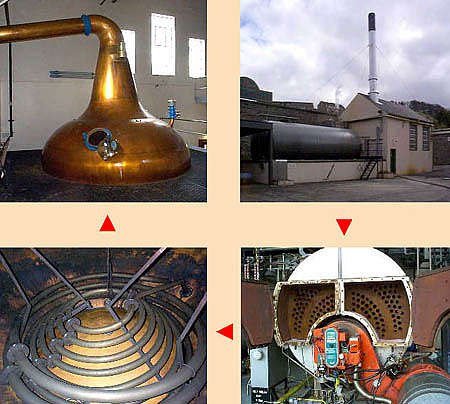
2) Нагрев перегонных кубов.
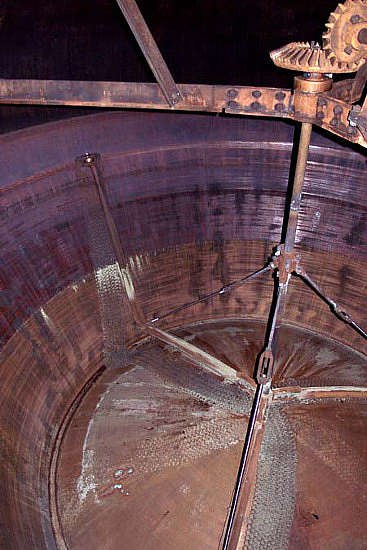
Только Гленфиддик, Гленфарклас и перегонная аппаратура из Макаллан всё еще не нагревается паром, по старинке. Однако, традиционный угольный нагрев был заменён более легко управляемым природным газом. Так как пламя газа перегревает медный куб снизу, в таких перегонных ёмкостях приходится встраивать специальные мешалки, чтобы избежать пригорания твёрдых частиц на дне, ведь сгорев, они могут придать горечь и неприятный запах готовому продукту. Во время первого перегона в браге содержится 6-7% твёрдых частиц от зернового сырья.

Каждый перегонный куб по-прежнему состоит из верхней и нижней части. В то время как нижняя часть разработана в соответствии техническими особенностями перегонки, форма верхней части определяет вкус и характер готового продукта!
Нижняя часть куба традиционно выполняется массивной округлой ёмкостью со специальным днищем. Если перегонный куб нагревается непосредственно, то есть снизу огнём, то днище в обязательном порядке должно быть вогнутым внутрь (смотрите фото куба с мешалкой). При такой форме газ горит стабильно в середине, а тепло распространяется более равномерно по всей площади дна.

3) Нижняя часть перегонного куба.
Нагреваемые газом кубы должны иметь толщину дна не менее 16 мм! Это делается для того, чтобы агрессивное пламя и высокие температуры снаружи и вращающаяся мешалка с внутренней стороны не уменьшили толщину стенки ниже допустимого минимума слишком быстро. Нависающие над днищем стенки должны иметь толщину не менее 10 мм, так как из-за пламени горелки они нагреваются до 650 гр. С.

Таким образом выглядят латунные шестерни мешалки.

Две верхние фотографии показывают устройство мешалки. Шестерёнчатый механизм крепится внутри куба на трёх распорках, как правило, они изготовлены из пушечной бронзы или меди. Вертикальную шестерню приводит в движение электродвигатель, он находится снаружи куба и соединён с зубчатым колесом посредством герметичного вала. Двигатель вращает мешалку со скоростью приблизительно 1 оборот в минуту. Сама мешалка также может быть изготовлена из бронзы или меди, в нижнюю часть лопастей вплетена цепь из переплетённых медных колец (напоминает фрагмент кольчуги). В результате эксплуатации дно и цепи подвергаются серьёзному износу, спустя 2-3 года непрерывной работы цепь приходит в негодность и подлежит полной замене.

Перегонные кубы, нагреваемые косвенно, с помощью пара, выглядят внутри совершенно иначе. Дно может быть слегка вогнутым внутрь, так, чтобы остатки браги после перегонки легко стекали по сливной трубе. В самых первых кубах с паровым (косвенным) нагревом использовались трубы, завитые в форме змеевика, они проходили ближе ко дну и стенкам кубы, чтобы был сохранён эффект нагрева куба прямым способом (открытым огнём).

Твёрдые частицы от ячменя, кукурузы застревали и пригорали к трубам. Чистка паропровода была нудной и утомительной задачей, что снижало возможность продуктивного использования перегонного куба. Решение этой проблемы было найдено в специальной форме нагревательных элементов в виде цилиндров:

Некоторые из этих цилиндров должны быть размещены внутри перегонного куба стоя, в вертикальном положении. Эти нагревательные элементы имеют двойные стенки, горячий пар поступает в них сверху и спускается вниз под некоторым давлением. Внутри стенок имеются специальные перегородки, которые пропускают пар через всю площадь цилиндра, тем самым по нему равномерно распределяется тепло.
Цилиндры располагаются внутри куба особым образом, и под ними проходит труба для сбора сконденсированного пара, это труба в данном случае выполнена в виде кольца. Вы можете увидеть целую водопроводную сеть, которая отводит сконденсированный пар из цилиндрических нагревательных элементов обратно на разогрев.

В случае с косвенным нагревом всё ровно остаётся проблема пригорания твёрдых частиц браги на горячих элементах. Именно поэтому выше нагревательных цилиндров в подобных кубах установлены моющие форсунки. Когда перегонный куб полностью опустошен, моющая жидкость распыляется на стенки куба и нагреватели, после чего снова подаётся небольшой нагрев. Через какое то время через форсунки подаётся чистая вода под давлением. Вся жидкость от мойки куба собирается в специальную тару и отдаётся на переработку.
Так как тепловая нагрузка и механический износ на кубы, нагреваемые косвенно, паром значительно меньше кубов, нагреваемых прямым огнём, то и толщина стенки в них допускается значительно меньше, всего 6 мм!
Форма перегонного куба диктует и дизайн верхней части аппарата! Определённые детали колонны влияют на испарение, скорость потока пара и процент конденсации жидкости. Однако не только колонна, но форма и угол наклона трубы, ведущего к конденсатору, определяет характер и качество получаемого продукта.
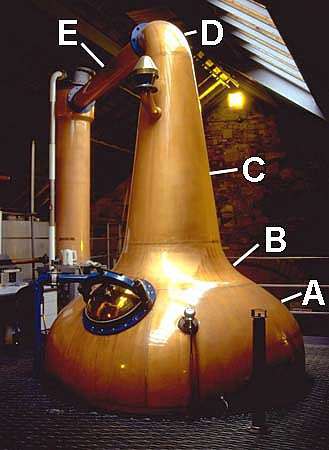
4) Верхняя часть перегонного куба.
На картинке сверху вы видите основные элементы перегонного куба, которые указаны буквами.
A - Сферический купол перегонного куба.
B - Промежуточное соединение между кубом и шеей (отдельная деталь в шотландских перегонных кубах, как правило соединена "намертво" приварена или держится на заклёпках).
C - Коническая высокая шея (в аламбиках она называется "лебединая шея"). Именно она формирует уникальный вкус и аромат, характер напитка.
D - Конический угол, завершающий и закругляющий конус шеи (мною найдена уникальная фотография по изготовлению этой детали, смотрите ниже).
E - Паропроводная труба, соединяющая между собой перегонный куб с шлемом, шеей и холодильник. (единственная съёмная деталь в промышленном перегонном кубе, всё устанавливается один раз во время монтажа нового оборудования и больше не разбирается).

Во время дистилляции пары спирта и ароматических соединений медленно поднимаются вверх, клубясь и закручиваясь они касаются холодных стенок шеи и стекают вниз в виде плёнки флегмы, по пути вниз эта плёнка вновь выкипает и поднимается вверх, где процесс повторяется. С повышением температуры, самые легкокипящие фракции доходят до самого верха шеи, откуда уже и попадают в холодильник.
Чем более высокая и тонкая шея, тем лучше вещества с разной температурой кипения разделяются внутри неё, и как результат, тем лучше и чище будет алкоголь на выходе.
Lagavulin Лагавулин производит весьма жёсткий, насыщенный виски. Их кубы очень короткие по отношению к ширине, вещества внутри таких кубов разделяются не значительно.

С другой стороны, посмотрите на перегонные кубы Glenmorangie Гленморанджи. Они высокие и узкие, и как результат, на выходе завод имеет очень тонкий и лёгкий вкус виски. Тяжелые фракции, эфиры, создающие вкус и аромат, остаются в перегонном кубе, имея высокую температуру кипения, они неспособны прорваться через такие высокие воздушные дефлегматоры (шеи).

Эффект такой высокой шеи может быть достигнут особой формой конуса. Винокурня Glenkinchie Гленкинчи - яркий тому пример. Суть заключается в том, что заужение между шеей и котлом играет серьёзную роль в завихрении пара и контактировании его со стекающей флегмой. Также это служит серьёзной защитой от запенивания и брызгоуноса.

Разделение спиртосодержащего пара по фракциям (на более тяжелые и лёгкие вещества), может быть также достигнуто и с помощью специальной выпуклости в нижней части шеи. Эта выпуклость чаще всего представляет из себя шар. Дополнительная контактная поверхность увеличивает теплоотдачу пара, он гораздо активнее превращается во флегму, тем самым укрепляясь. По закону Бернулли в расширении шеи пар теряет всю свою скорость, и медленно распространяется по стенкам воздушного дефлегматора, снизу этот пар подгоняется новой порцией пара из-за чего происходят завихрения и активное взаимодействие с медными стенками дефлегматора.

Толщина стенки шеи значительно меньше толщины самого куба, с одной стороны это помогает тепломассообменным процессам, происходящим внутри колонны, с другой стороны более тонкому металлу гораздо проще придать нужную форму, однако стоит учесть, что конический угол, соединяющий шею и паропроводную трубу, принимает на себя самый мощный удар, именно на этот узел приходится воздействие самых агрессивных спиртовых паров.
В качестве сырья для производства медных перегонных кубов принято использовать исключительно листовую медь. Материалом служит только чистая медь, с содержанием меди 99.85%. Примечательно, что 80% британской меди - это переработанное вторсырьё, как правило, медные провода, старые перегонные кубы, части электрики.


После того, как основные детали были вырезаны из листа металла, им придают объёмную форму. В наше время этот процесс происходит на вальцовочном оборудовании и автоматических молотах. В былые времена все части перегонного куба соединялись между собой с помощью пайки или ковки. Сегодня для сборки куба идеальным вариантом стала сварка в среде защитных газов.


Медь - очень мягкий и податливый материал, ей можно придать практически любую форму. Таким образом из простого цилиндра легко сделать форму шара и другие округлые фигуры по размерам и эскизам заказчика. Также с помощью ковки из выпуклого сварного шва получают прочную плоскую поверхность, это вы можете видеть на фото сверху.

Ковка способствует укреплению меди, вследствие чего перегонный куб становится жестким. Шлифовка и полировка обеспечивает эстетику перегонного куба, к которой мы все привыкли. Важной особенностью является то, что после всех выполненных работ поверхность куба покрывается бесцветным лаком.
Таким образом изготавливают перегонные кубы последние 25 лет. Постоянное трение мешалки о днище перегонного куба, взаимодействие с внутренней поверхностью устройства агрессивных сред приводит к постоянному уменьшению толщины стенки куба. Верхняя часть перегонного куба, как правило должна меняться уже через 10-15 лет эксплуатации. Сам же перегонный куб, его нижняя часть, днище, используется до тех пор, пока износ не достигнет 50% от толщины стенки. В противном случае во время перегонки может случиться катастрофа.
Магазин Max Cuprum предлагает уникальные самогонные аппараты и комплектующие. Всегда открыты к предложениям наших заказчиков. Соберем комплект по вашим пожеланиям.